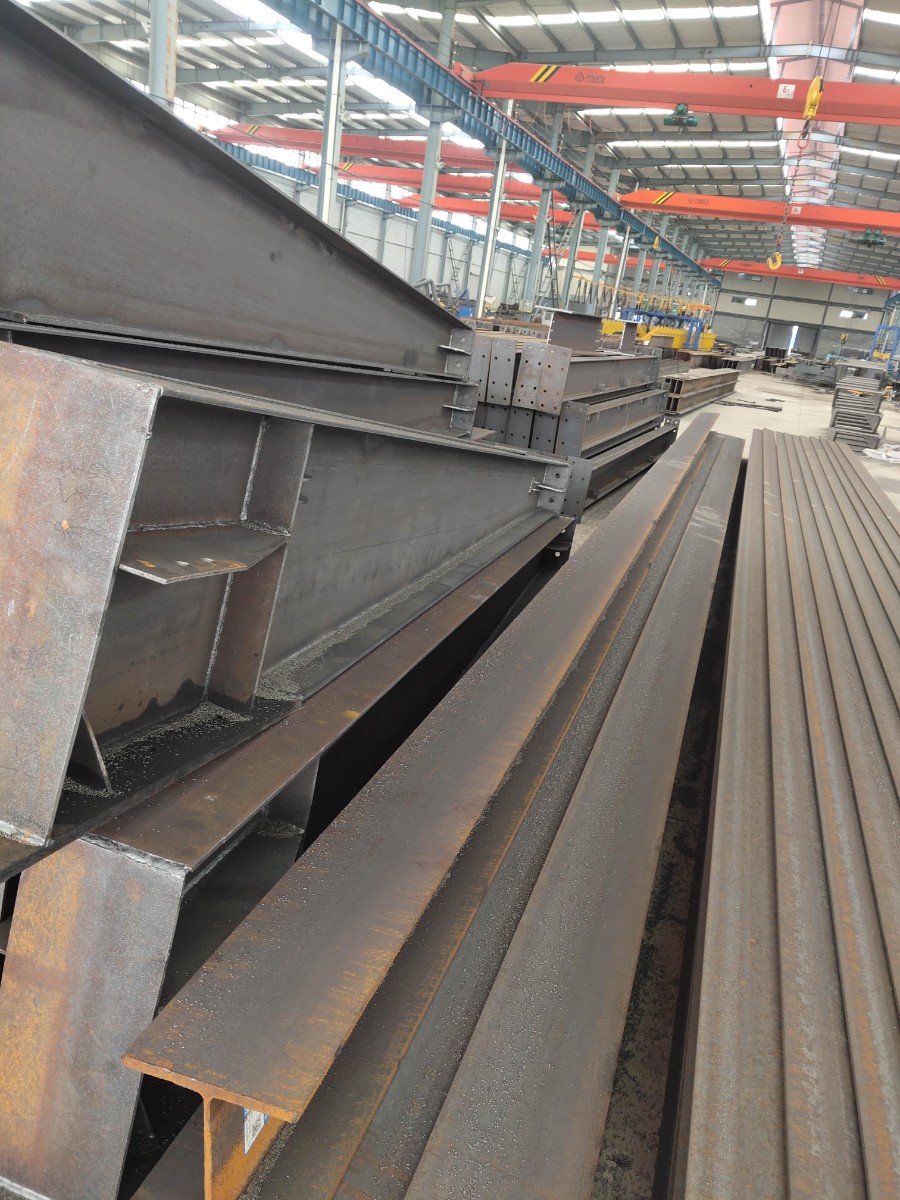
有效降低钢结构网架结构焊接变形的方法
钢结构网架结构在焊接过程中难免产生变形的情况,如果变形量超过了允许的数值,就需要矫正。有的构件变形经矫正虽然能达到使用要求但是却占据了大部分的生产时间,有的构件变形经矫正变形后无效直接导致报废。
1.反变形法
为了抵消(补偿)焊后变形,在焊前进行组装时,需要先将工件在焊接变形相反方向上做大小相同人为的变形。
2.刚性固定法
在实际制作中,对于刚性大的构件焊接后变形一般较小,对刚性小的构件可在焊前加强构件刚性,焊后变形也相应减小。
3.锤击焊缝法
当薄板的焊缝及其热影响区还没有完全冷却时,用圆头小锤对焊缝敲击的方法可以减小某些接头的焊接变形和应力。一般采用1.0-1.5磅重的手锤,底层和表层焊道一般不锤击,避免金属表面冷作硬化。其余焊道每焊完一道后,立即锤击,直至将焊缝表面打出均匀密密麻麻的麻点为止。对于厚板则用风qiang敲击。
4.散热法
散热法又称强迫冷却法,即把焊接处的热量迅速散走,使焊缝附近的金属受热面大大减小,达到减小焊接变形的目的。
另外,还需要选择合理的焊接顺序,考虑到焊缝能自由收缩,对大型的构件焊接应从中间向四周进行,先焊收缩量大的焊缝,采用对称交替焊接。
有效降低钢结构网架结构焊接变形的方法