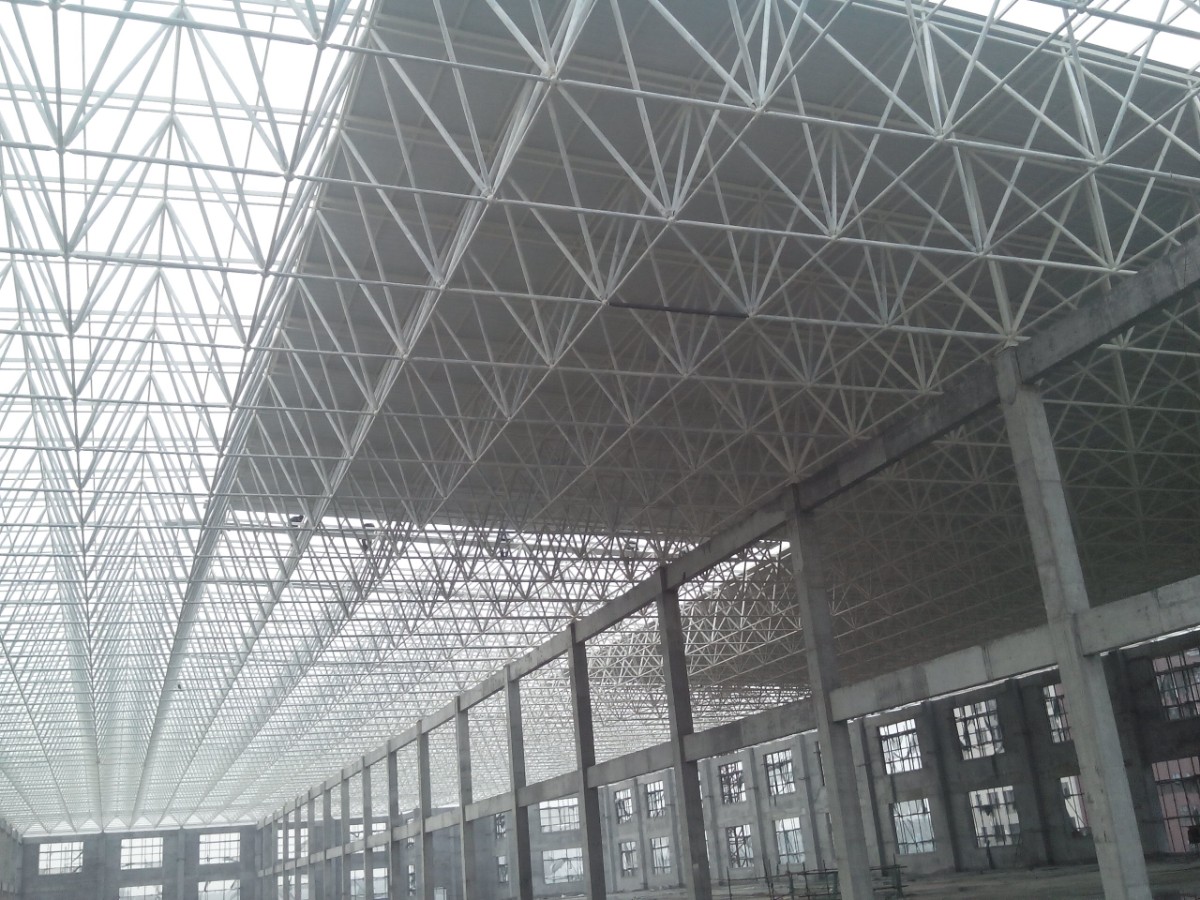
钢结构网架零部件加工精度管控方案,现场安装无冲突
一、原材料源头把控,消除基础尺寸偏差
入场钢材、配套节点、杆件配件全部开展外观与型材弧度、平直度核验,选用材质均匀、形变极小的原料。同一批次原材料统一归类存放,避免不同批次型材本身存在成型差异,从原料阶段规避先天尺寸误差。板材、管材下料前做校直、校平处理,杜绝弯曲、翘曲基材流入加工工序,为后续加工奠定统一基准。
二、标准化工装定位,统一加工基准
车间配备专用固定工装与定位模具,所有杆件切割、坡口加工、节点钻孔工序均依托工装限位固定,不依靠人工临时丈量定位。工装定期校准调校,每套零部件的夹持点位、开孔位置、杆件长度基准完全统一,人工操作时不会出现定位偏移问题。同类螺栓球、封板、锥头使用同款定型模具成型,同类配件外形、配合尺寸保持高度一致。
三、分步精细化加工,分段校验尺寸匹配
杆件下料采用定型切割工艺,切割完成后即时核对端头平直度与端面垂直度;锥头、封板与杆件对接处做贴合度检查,焊接接触面无缝隙。螺栓球开孔依照统一基准线定位开孔,各螺孔夹角、深度、螺纹精度同步管控,避免单颗球体螺孔配合错位。每道加工工序完成后单独自检,上道工序尺寸不达标,严禁流转至下一生产环节,层层截留尺寸偏差。
四、统一焊接成型工艺,控制焊接形变
杆件与锥头、封板焊接采用规范焊接参数,分段匀速施焊,减少局部高温带来的构件弯曲、收缩形变。焊接完成后放置静置自然冷却,禁止急速降温造成构件扭曲变形。焊后对构件整体平直度、端头同轴度复检,出现轻微形变采用无损校正工艺调整,成品杆件外形规整,端头配合尺寸无偏移。
五、成品成套配对试装,提前排查干涉问题
全部零部件加工完毕后,按单项目网架分区成套分拣,在车间内开展模拟预拼装。完整还原现场拼接排布方式,将螺栓球、杆件、配套紧固件组合搭接,直观检查杆件长短匹配、螺孔对位、配件搭接处是否存在挤压、错位、无法贴合等冲突。预拼装中发现配合卡顿、尺寸不匹配的零部件直接标记返修或重新加工,所有装配干涉问题全部在厂区内部解决,合格成套后再打包外运。
六、规范标识与分类包装,避免现场错用
每套网架零部件标注对应安装分区、编号,杆件、螺栓球、配套小件分区独立包装,同区域配套配件集中存放。编号与施工图纸一一对应,现场施工人员可依照标识取用对应构件,杜绝拿错规格、型号配件引发装配冲突。运输环节使用缓冲防护,固定捆扎构件,避免长途运输颠簸挤压造成构件形变,运至工地的零部件尺寸精度与出厂预拼装状态一致。
七、配套紧固件精度同步管控
高强螺栓、套筒、顶丝等辅件同步标准化加工,螺纹顺滑度、套筒内径、螺栓配合尺寸统一校验。辅件与螺栓球螺孔、杆件端头配套试拧,拆装顺畅无卡顿,不会出现螺孔与螺栓不匹配、套筒卡滞等装配障碍,从配件层面消除安装适配问题。
八、出厂复核成套尺寸,闭环精度管控
构件装车发货前,二次抽查成套杆件长度、球体开孔角度、配件配合公差,复核车间预拼装记录。确认整套网架所有零部件配合无错位、搭接无冲突、拼接贴合顺畅后,出具成套合格单据方可出厂,多重管控闭环,实现施工现场直接装配,不存在尺寸干涉、构件冲突问题。