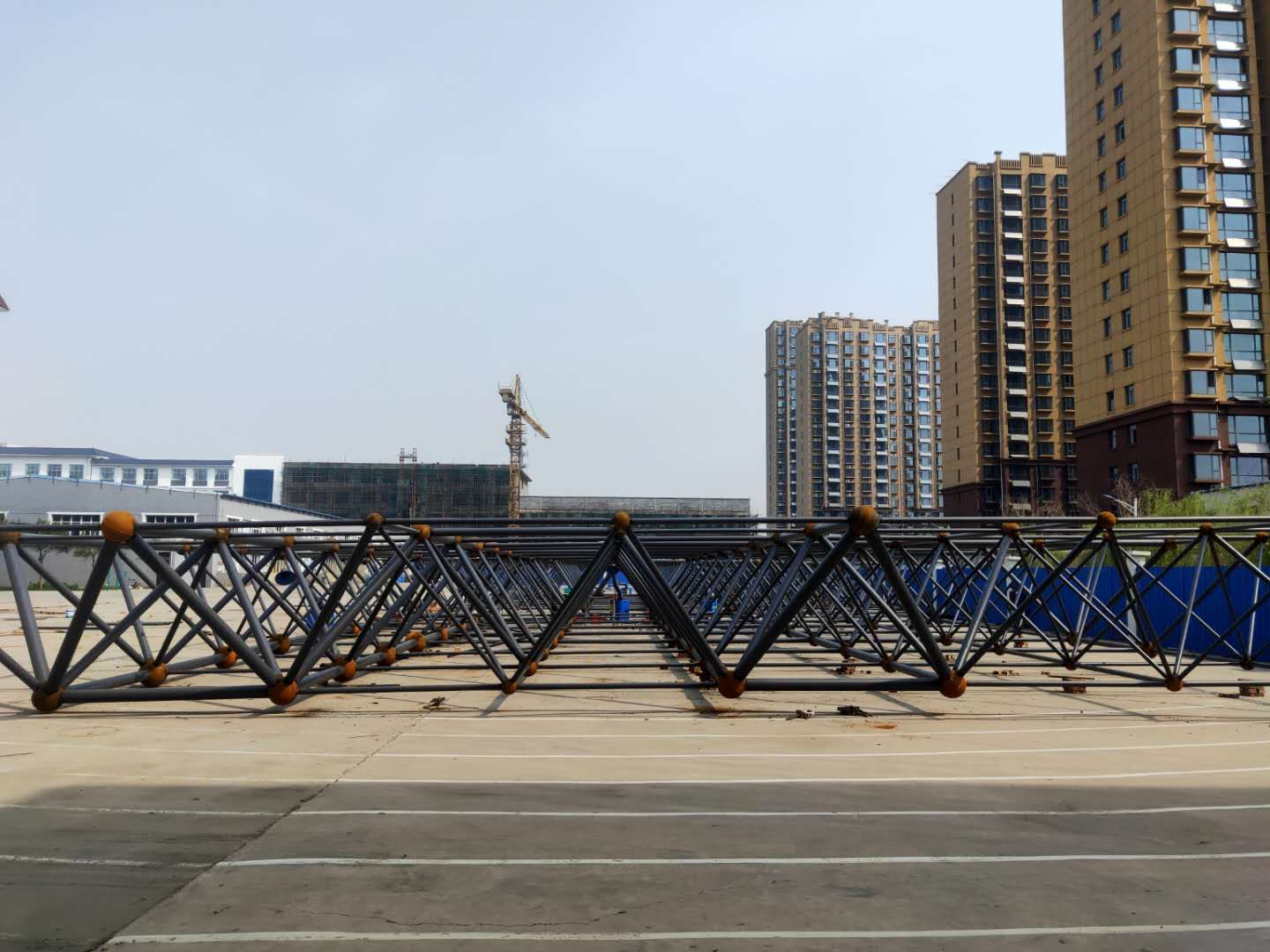
焊接球网架现场焊接质量、焊缝检测、焊接环境管控要求
一、现场焊接质量控制要求
(一)焊前母材与坡口管控
焊接球、配套杆件进场后先核查母材表面状态,母材不得存在起皮、锈蚀、裂纹、夹层等缺陷,坡口位置打磨清理干净,去除油污、浮锈、氧化皮等杂质,露出金属本色。坡口成型规整,无崩边、缺肉、毛刺,杆件与球对接间隙、错边量保持均匀适配,拼装定位贴合紧密,避免强行对口造成母材附加应力。
定位点焊选用与正式施焊同材质同性能焊材,点焊焊缝无气孔、夹渣、微裂纹,点焊长度满足临时固定强度,开裂、脱落的定位焊需打磨重焊,不得直接覆盖施焊。
(二)施焊过程质量控制
焊工需持对应资质上岗,施焊前熟悉焊接球节点焊接工艺,严格遵循工艺走向操作。焊接分层分次施焊,每层焊道清理干净熔渣后再进行下一层焊接,杜绝夹渣残留。施焊时控制熔池稳定,避免熔合不足、未焊透,焊缝根部熔透到位,两侧母材充分融合。
焊缝成型均匀顺滑,高低宽窄过渡平缓,无明显凸起、凹陷,焊缝两侧无飞溅粘连;不允许出现咬边、烧穿、焊瘤、弧坑缺陷,收弧时填满弧坑,防止弧坑裂纹。焊接完成后及时焊缝表面焊渣、飞溅物,对外观缺陷打磨修整,损伤母材的修补区域需重新补焊打磨。
(三)焊后成品保护
焊缝完全冷却前避免碰撞、震动、外力弯折,防止焊缝受外力产生延迟裂纹;露天现场完工焊缝可按需做临时防护,避免雨水、露水长时间浸润焊缝区域。
二、焊缝检测相关要求
(一)外观检测
全部焊接球节点焊缝均先开展外观目视检查,核对焊缝成型、表面缺陷,存在咬边、气孔、裂纹、未填满、飞溅严重等外观问题,统一打磨返修后复检,返修部位成型质量需优于原焊缝标准,同一位置返修不宜多次重复操作。
(二)无损检测
依据设计文件及规范要求抽取对应比例焊缝开展无损探伤检测,检测覆盖杆件与焊接球对接全范围,重点核查焊缝内部未焊透、夹渣、气孔、内部裂纹等隐蔽缺陷。探伤检测由持证人员操作,检测设备定期校验,检测记录完整留存。
探伤检出不合格焊缝需制定返修方案,打磨全部缺陷区域后重新焊接,返修完成后再次复检,直至检测合格;复检仍不合格的节点,需扩大同批次探伤抽检范围排查同类问题。
(三)资料留存
所有外观检查、无损探伤记录分类归档,标注节点位置、焊工、检测结果、返修记录,作为网架验收核心质量资料。
三、焊接环境温湿度、防风管控要求
(一)环境湿度管控
现场空气湿度过高时禁止施焊,高湿环境下母材、坡口易凝结水汽,会造成焊缝气孔、氢致裂纹。湿度超标时段需采取遮蔽措施,覆盖防雨棚、铺设防潮隔离层,待构件表面无凝露、环境湿度回落至适宜区间再开工;雨天、构件表面带雨水时严禁焊接,沾水构件充分干燥后才可打磨施焊。
(二)环境温度管控
低温环境下钢材冷却速度加快,极易产生冷裂纹,低温时段施焊前需对焊接球、杆件坡口周边母材进行预热,提升母材整体温度,缩小焊接温差,降低焊缝淬硬倾向;施焊完成后采取保温缓冷措施,减缓焊缝降温速度,避免温差骤变引发裂纹。低温天气若无可靠保温预热措施,停止现场焊接作业。
(三)防风防护要求
空气流动速度过大时,电弧热量快速散失,焊材熔滴易偏移,造成未熔合、气孔、成型差等问题。露天作业点位设置防风围挡、防风棚,封闭焊接作业区域,隔流风;大风天气无有效防风设施时暂停焊接,高空网架节点优先搭设封闭操作平台,阻挡侧风、穿堂风,电弧燃烧稳定。
(四)综合环境管控
遇雨雪、大雾、强风等恶劣天气,未搭建封闭防护棚的现场一律停止焊接施工;棚内同步做好温湿度监测与通风,兼顾防风、防潮、控温三项条件,全部达标后方可开展焊接作业。